



Im letzten Teil der Serie haben wir uns ausgiebig mit der Planung beschäftigt. Teil davon waren die Beschaffungsmethoden und Fertigungsrichtlinien. Dieser Beitrag hat zum Ziel, die Fertigung sowohl von der materiellen als auch der kapazitiven Seite zu betrachten.
Als Basis dieses Artikels dient die in Teil 2 erläuterten Grundlagen wie:
- Betriebskalender
- Arbeitspläne
- Arbeitsplätze und Arbeitsplatzgruppen
Denn diese braucht es, um die Zusammenhänge in der Kapazitätsplanung zu verstehen.
Ein wichtiger Satz aus dem Planungsbereich:
Kapazitäten sind in NAV / Business Central etwas speziellerer Natur. Bei der Planung gibt es grundsätzlich keine Einschränkung der Kapazität. Die Berechnung der Auslastung erfolgt im Grunde gen unendlich. Dies bedeutet im Umkehrschluss, dass viele Arbeitsgänge übereinander liegen werden.
Behalten Sie diesen Satz bitte im Hinterkopf, denn wir planen hierbei gegen unbegrenzte Kapazität.
Im Folgenden legen wir die Grundeinstellung fest:
Punkt 1: Der Betriebskalender
Für die Vorführung erschaffen wir eine Umgebung definiert durch einen Kalender mit zwei Schichten. Dies stellen wir in den Schichtplänen ein: 
Bitte beachten Sie, dass hier noch keine Kapazitäten selbst festgelegt werden. Es ist aber die Grundlage dafür, wie genau Kapazitätseingänge erfolgen. Darunter versteht man den Wechsel von einer in die nächste Schicht. Beim Umplanen von Schichten kann dieser Sachverhalt berücksichtigt werden.
Punkt 2: Die Einrichtung des Betriebskalenders
Der Betriebskalender dient als Definition, wann eine Schicht beginnt, bis wann Sie geht und welche der beiden (oder im Falle mehrerer, eine davon) entspricht.
Zuerst nehmen wir den zweischichtigen Kalender:
Danach öffnen wir die Arbeitszeiteinteilung der jeweiligen Tage:
Für unsere Planung wird die zweischichtige Bearbeitung von 07 Uhr bis 15 Uhr und von 15 Uhr bis 23 Uhr erfolgen. Das sind zwei mal acht Stunden. Zusammengerechnet erhalten wir so eine mögliche Tageskapazität von 480 Stunden.
Punkt 3: Definition der Maschinengruppen
Hier haben wir uns für die Baugruppe dazu entschieden, eine Maschine zu schaffen, die eine Kapazität von 1 hat und im Betriebskalender denjenigen für zwei Schichten:
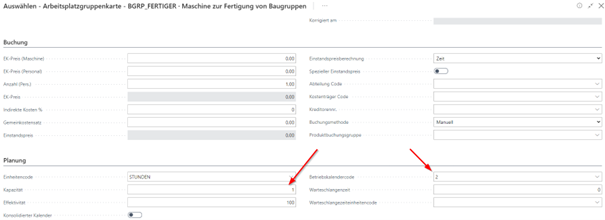
Die Kapazität beschreibt damit wie viele Arbeiten zeitgleich im Rahmen der Arbeitszeit von 07 Uhr bis 23 Uhr erfolgen können. Sie werden damit zum Multiplikator. Soweit wurde vieles bereits im Blogbeitrag Teil 2 beschrieben. Jetzt schauen wir uns aber die Veränderungen basierend auf den tatsächlichen Einstellungen an.
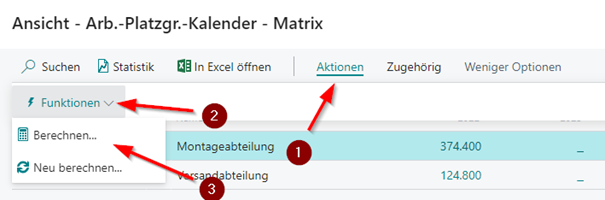
Dazu berechnen wir nun die Kapazitäten von Montag bis Freitag für diese Maschine, basierend auf der Kapazität von 1. für das Jahr 2022.
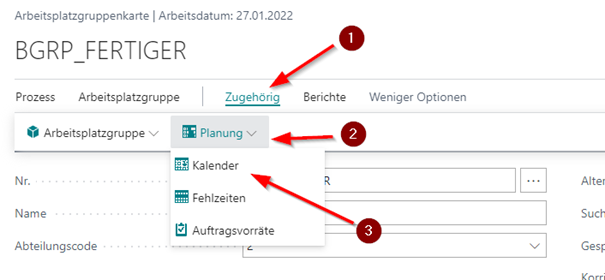
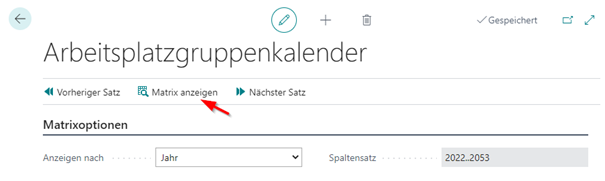
Wir öffnen die Kapazitätsmatrix:
Es wird dabei festgestellt, dass es bisher keine berechneten Kapazitäten gibt: 
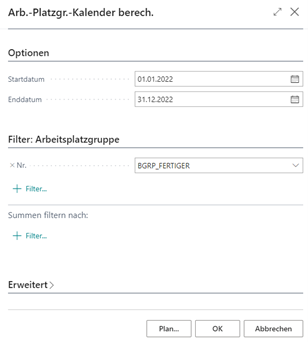
Diese kalkulieren wir nun:
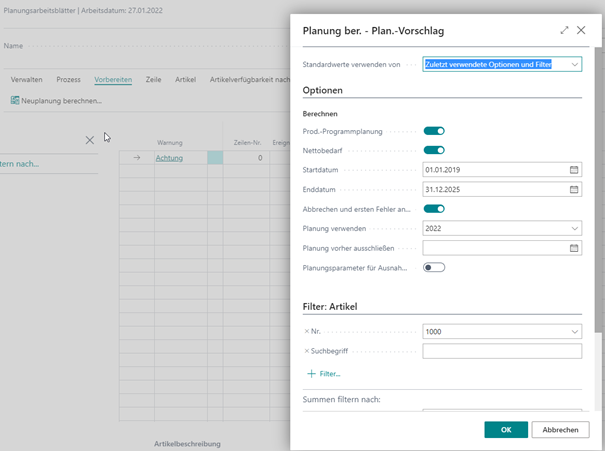
Für die Berechnung geben wir nun die Parameter entsprechend ein. Wichtig sind Start- und Ende- Datum. Existieren keine Kapazitäten für einen bestimmten Zeitraum kann die spätere Planung schiefgehen:
Nach der Berechnung stellen wir die Ansicht auf Tag um.

Wir erkennen nun, dass wir pro Tag mit Ausnahme von Samstag und Sonntag je zwei Schichten á 8 Stunden und damit effektiv 16 Stunden Kapazität haben.
Behalten wir diesen Umschwung zwischen Schicht 1 und Schicht 2 nun im Hinterkopf für die Planung der Artikel.
Im nächsten Schritt erhöhen wir die Kapazität auf 2 in der Maschinengruppe und führen dieselben Schritte wie oben beschrieben noch einmal durch.

Wie wir erkennen können, wurde hierbei die Kapazität nun verdoppelt.
Punkt 4: Arbeitsplan und Kapazitäten
Der Arbeitsplan wurde mit einem Arbeitsgang belegt, der die unter Punkt 3 definierte Arbeitsplatzgruppe mit der Kapazität 1 (16 h pro Tag) enthält.

Eine Rüstzeit wurde bewusst nicht gestaltet. Somit haben wir für die Berechnung der Dauer zur Fertigung eines Stück Fertigungsteil einen Bedarf von 16h Kapazität.
Punkt 5: Die einfache Planung!
Für die einfache Planung ergibt sich folgende Grundinformation:
- 16h Fertigungszeiten pro Stück der Baugruppe
- 2 Schichten je 8 Stunden
- Kein Fertigungslos
Weiterhin wurde ein Verkaufsauftrag angelegt mit 10 Stück zum Verkauf.

Als geplantes Lieferdatum wurde dabei der 31.01.2022 festgelegt. Aufgrund einer ausgehenden Transportzeit wird das Warenausgangsdatum auf den 30.01.2022 festgelegt.
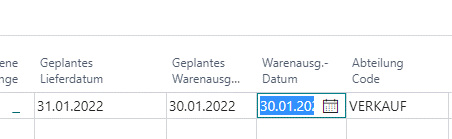
Dieser 30.01.2022 gilt uns nun als Fälligkeitsdatum für die Planung.
Über die Planungsarbeitsblätter wird nun wie im Teil 4 der Fertigung die Planung geöffnet.
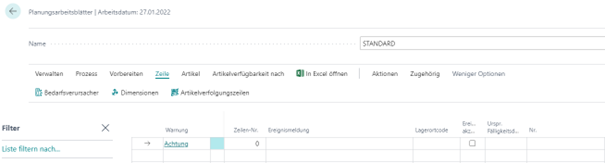
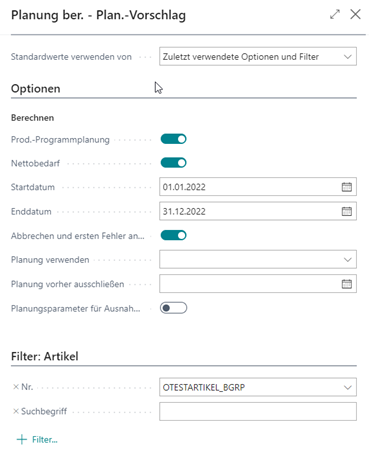
Über „Vorbereiten“-> „Neuplanung berechnen“ wird nun die Eingabe der Planungskriterien durchgeführt.
Die Planung selbst haben wir nun auf die Baugruppe an sich reduziert (siehe Filter: Artikel) und den Zeitraum für die Berechnung auf dieses Jahr beschränkt.
Laut Planung müsste nun eine Zeile entstehen. Der Artikel ist entsprechend auftragsbezogen zu Fertigen und hat keine Einschränkungen über eine Losgröße:

Bei der Betrachtung fallen uns die Start- und Endzeit der kalkulierten Daten auf:
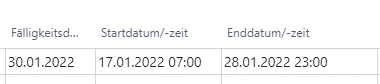
Hier sehen wir, dass der Artikel am 28.01.2022 um 23 Uhr bereitgestellt werden muss, damit eine Lieferung zum 30.01.2022 erfolgen kann.
In diesem Beispiel kommt nun hinzu, dass Sonderlieferungen für den Sonntag erlaubt sind. Da wir allerdings am Samstag keinen Produktionstag haben, ist der letzte mögliche Tag der Freitag, der 28.01. zum Schichtende um 23:00 Uhr, um die Ware bereitzustellen.
Nun fertigen wir 10 Teile, wobei jedes Teil einen vollen Tag benötigt. In den Kapazitäten der Baugruppe wird nun aufgeschlüsselt, von wann bis wann jeweils ein Teil fertig gestellt wird:
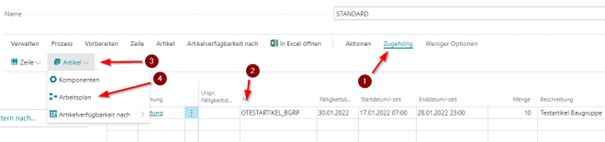
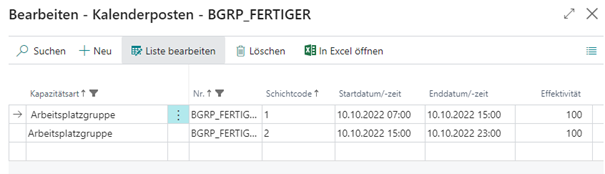
Dazu wird, wie oben beschrieben, der Arbeitsplan des Fertigungsauftrages aufgerufen und im Anschluss die Kapazitäten der Zeilen:

In den zugehörigen Kapazitäten werden nun nach den eingangs definierten Schichten jeweils der Start und der Übergang pro Schicht und Teil aufgezeigt!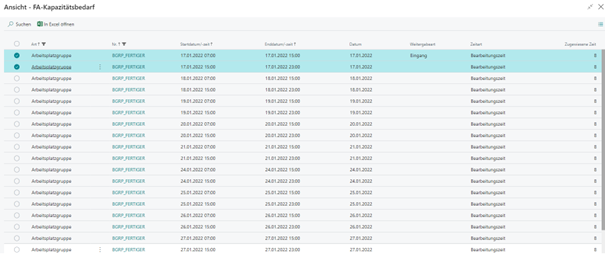
Wichtig ist zu erkennen, dass die Kapazitäten wirklich auf die Schichten herunter gebrochen werden und am Ende pro Schicht genau 6 Stunden verwendet werden.
Der Eingang markiert, wann der Beginn einer Produktionscharge besteht. Durch Weitergabemengen in den jeweiligen Stücklisten/Arbeitsplänen können verschiedene Produktionseinstiege von Materialien erfolgen. Damit werden wir uns in dem nächsten Blogbeitrag beschäftigen.
Punkt 6: Planung mit weiteren Faktoren (Losgröße)
Für die vertiefte Planung ergibt sich folgende Grundinformation:
- 16h Fertigungszeiten pro Stück der Baugruppe
- 2 Schichten je 8 Stunden
- Ein Fertigungslos von 5 Stück
Die oben beschriebenen Inhalte bleiben dabei gleich. Es gibt den Verkaufsauftrag über 10 Stück zum 30.01.2022 zu versenden. Unterschied ist nur die Losgröße.
Ebenso führen wir die Planung aus und erhalten natürlich zwei Zeilen in der Planung zu je 5 Stück zu fertigen:

Nun kommt die wichtige Information vom Anfang zu tragen, dass wir gegen unbegrenzte Kapazitäten arbeiten. Beide Startdaten und Enddaten liegen übereinander:

Der Grund ist klar: Gibt es keine Grenze, die beschreibt, wann genau eine Maschine ausgelastet ist, dann kann keine Feinplanung erfolgen. Business Central schreibt dazu auch, dass dies explizit gewollt und ein Designelement ist.
In den Arbeitsplankapazitäten der einzelnen Zeilen ist dies auch nachvollziehbar:
Zeile 1:
Zeile 2:
Punkt 7: Begrenzte Kapazitäten
Im letzten Schritt nehmen wir für die einfache Planung der Kapazitäten eine begrenzte Planung dieser hinzu. Dazu gehen wir in das Menü der begrenzten Kapazitäten:
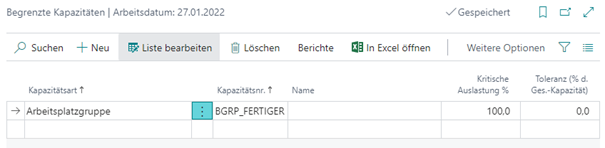
Wir sagen dem System durch eine kritische Auslastung von 100%, dass bei dem Erreichen von vollen 16 Stunden keine weitere Kapazität hinzu gebucht werden darf. Dies bedeutet auch, dass sich überlappende Kapazitäten wie oben beschrieben nicht mehr ergeben sollten.
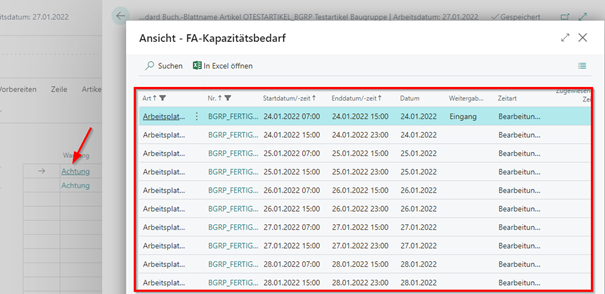
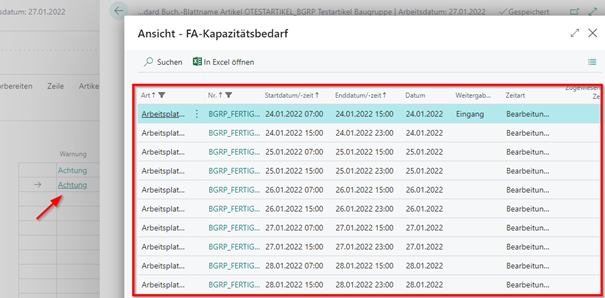
Im Anschluss an die Umstellung haben wir die unter Punkt 6 beschriebenen Vorgänge wiederholt. Dabei sollte es nun einen Unterschied in Start- und Endzeit geben:

Wie zu erkennen, werden beide Fertigungsaufträge in jeweils unterschiedliche Wochen gepackt. Sie entsprechen damit je genau 5 Tage Fertigung.
Hierbei ist wichtig zu verstehen, dass begrenzte Kapazitäten auch einen Nachteil bieten. Sollte zwischen FA 1 und FA 2 in den Kapazitäten Zeiten frei sein, so versucht das System diese immer zu 100% aufzufüllen. Es kann also später keine Lücken mehr geben.
Nachfolgend bedeutet es weiterhin, dass zusammenhängende Fertigungsprozesse gegebenenfalls zerstückelt werden und in mehreren Teilschritten erfolgen!
Punkt 8: Abschluss & Zusammenfassung
Ich hoffe ich konnte Ihnen in diesem Blogbeitrag anhand von einfachen Beispielen die Planung der Kapazitäten näherbringen. Bitte beachten Sie, dass dies eine einfache Planung ist. Was bedeutet, dass sich bei mehreren Fertigungsaufträgen das Verhalten verändert.
Im nächsten Blogbeitrag bringen wir diese Informationen aus Beitrag 4 und 5 zusammen und schauen uns komplexere Themen an. Bezugnehmen werden wir dabei auf drei Faktoren:
- Verzug der Planung
- Auswirkungen der begrenzten Kapazitäten und Losgrößen FA übergreifend
- Weitergabemengen bei komplexen Fertigungsstrukturen. bzw. mehreren Fertigungsaufträgen.
Gerne stehen Ihnen unsere Berater für weitere Informationen zu diesem komplexen Thema zur Verfügung.
Zum Thema Fertigung und Produktion in Dynamics NAV / Business Central gibt es in unserem Blog mehrere Beiträge. Mit Klick auf den Autor kommen Sie zum Überblick.
Abonnieren Sie den Blog, um die Beiträge bequem per E-Mail zu erhalten, so verpassen Sie keinen davon.


